









Dossier
It's All Possible
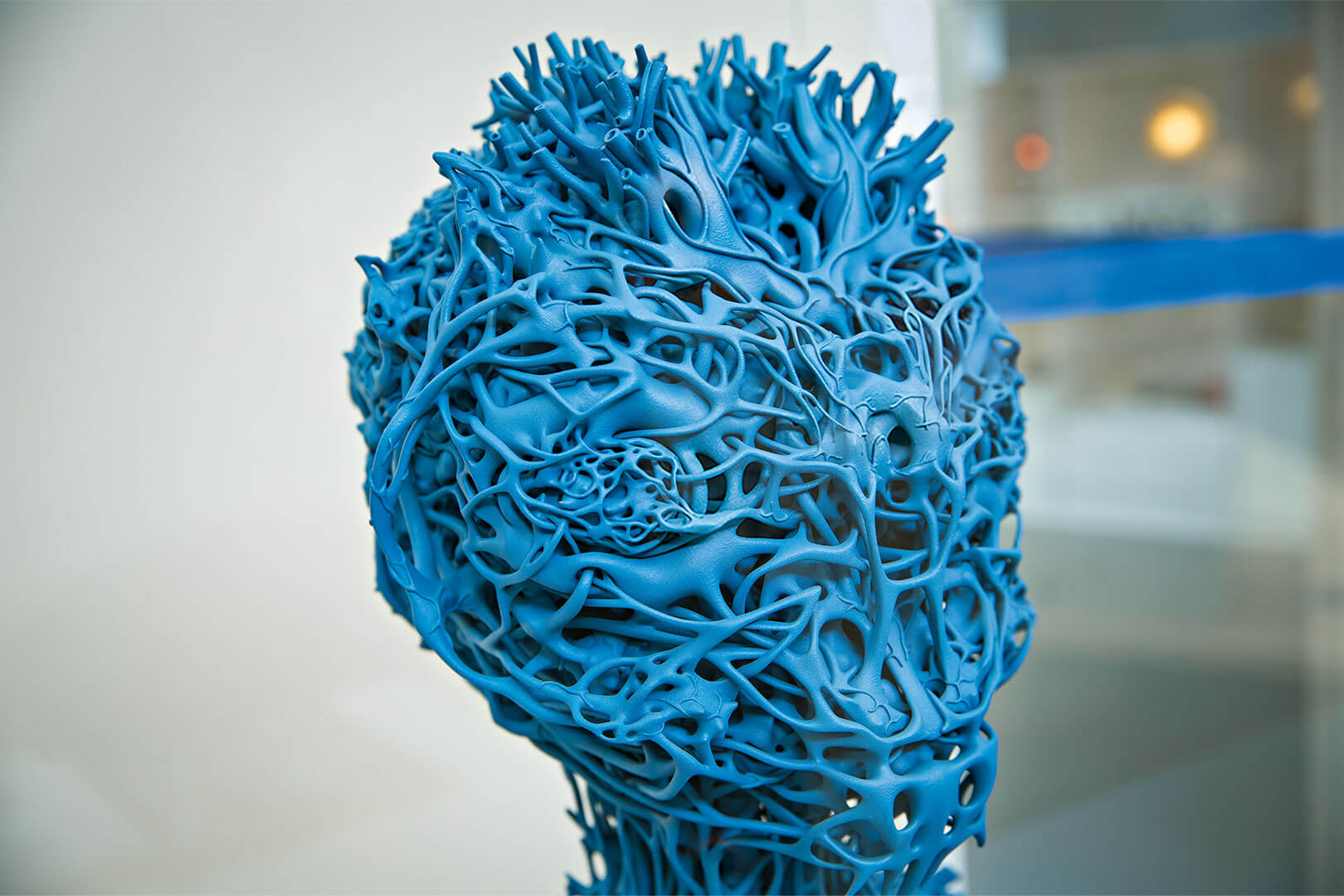
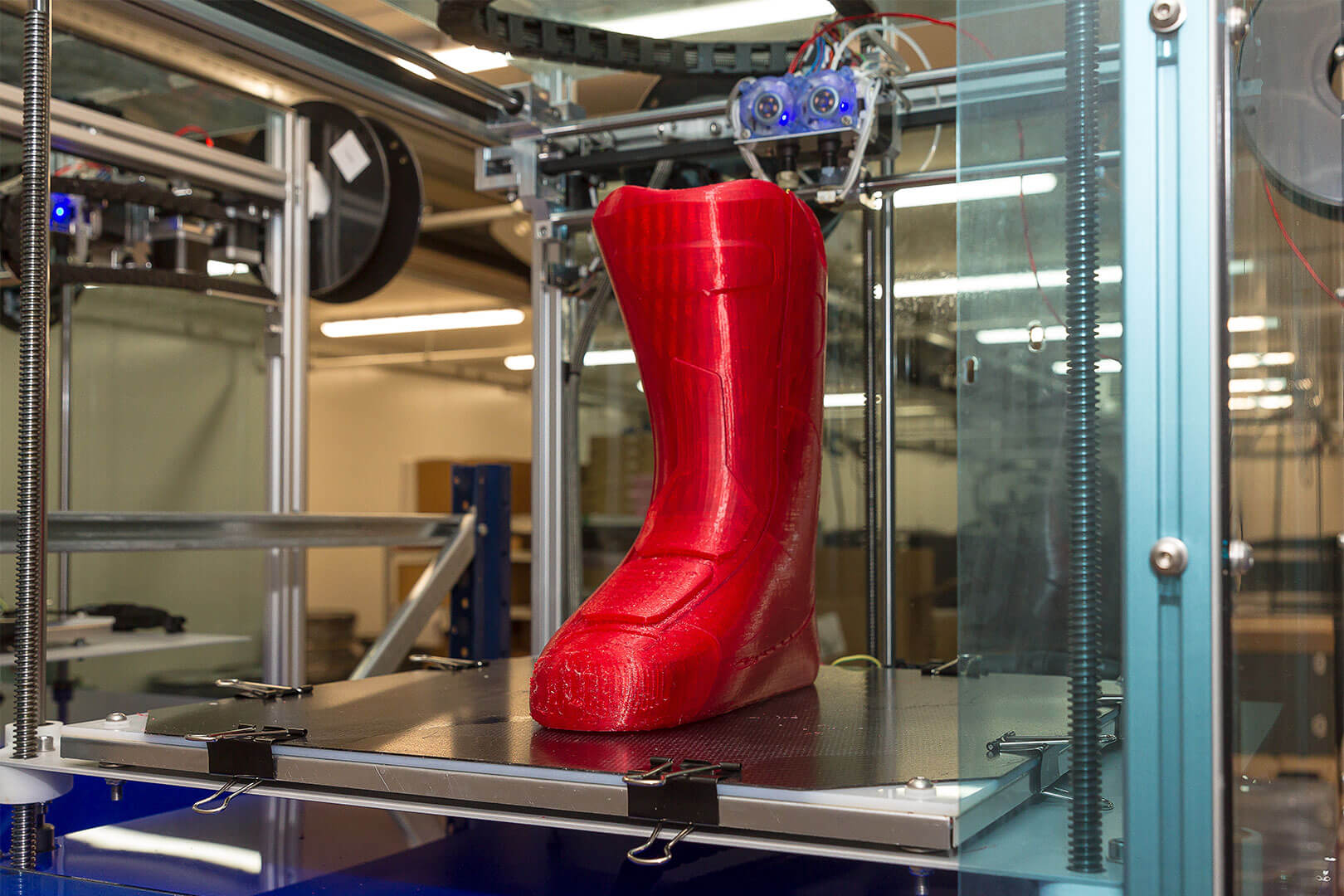
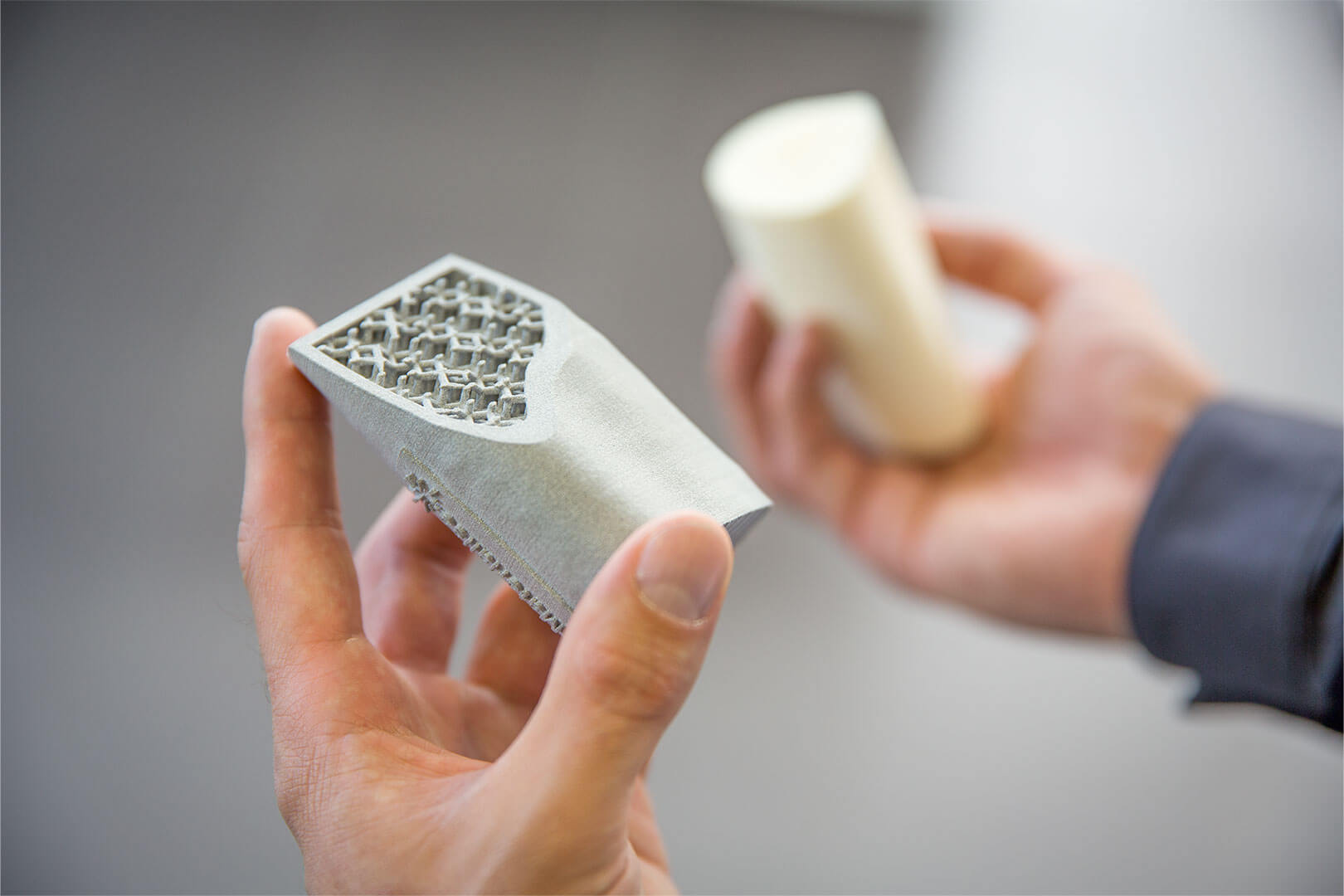
Light, flexible, and now also 3D-printable: Polyamide 12 is an extremely versatile plastic.

Illustration
These products contain polyamide 12
One basic substance, countless applications— additives give polyamide 12 the attributes it needs for a variety of purposes.

Polyamide 12
People and visions: 3D Printing
In focus: Innovations in additive manufacturing – and the people who are driving this mega trend.

Europe
The state of Germany's economy
Praise and criticism: A US and a French economist talk about Germany as an industrial location.
ELEMENTS Newsletter
Get fascinating insights into the research Evonik is conducting, and its social relevance, by subscribing to our free newsletter.