HEATING FOR HERNE
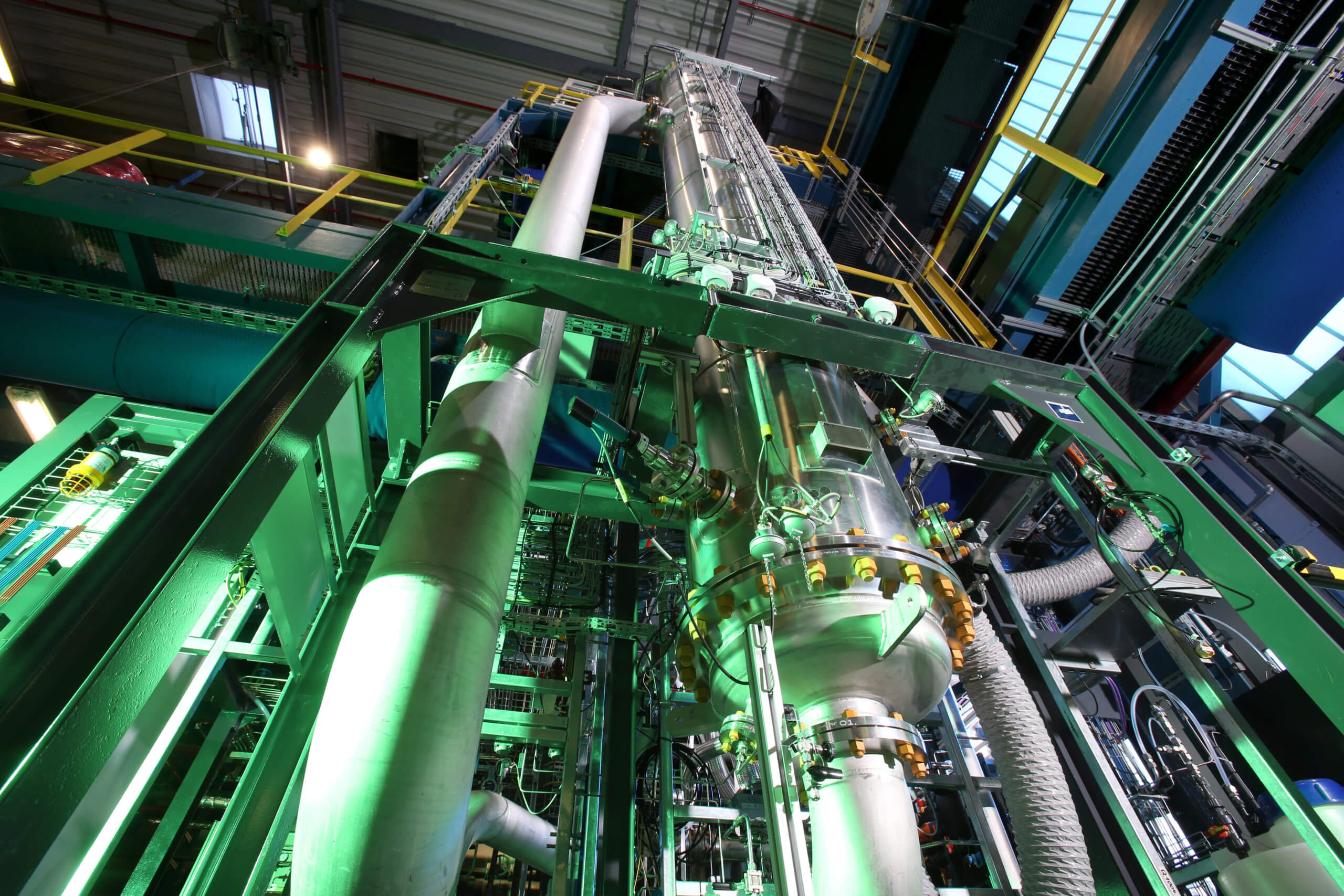
Raw materials are a decisive factor, not only in Herne but at Evonik as a whole. The biggest climate burden of the entire company comes from purchased raw materials. But the second big lever is the energy supply. In Germany, chemical production currently accounts for around a quarter of industrial energy consumption. In Herne too, the hunger for energy is enormous: The location currently draws ten megawatts of electricity from the grid at peak times, plus consuming 22 million cubic meters of natural gas per year. Although the natural gas is mainly used as a raw material, together with the plant’s residues it is also used to supply energy.
Across the company, Evonik already covers 27 percent of its externally sourced electricity requirements from renewable sources; from 2030, Evonik will only purchase electricity from renewable sources. The supply of green electricity is one thing, the efficient management of the energy used is another. Herne is laying the groundwork for this as well. The associated project is called TORTE (“Technical Options for the Recovery of Thermal Energy”). In the future, the site will feed large parts of its waste heat into the district heating network of the energy company Uniper. Initially, this will be enough for around 1,000 households.
The fact that the chemical and energy industries are so closely intertwined in the densely populated Ruhr region has advantages. “This is where the high-temperature heat pump will be located,” says Stahl, pointing to a gap next to the cooling towers and just a few meters away from two thickly insulated district heating pipes snaking past. SAcHer would directly benefit from TORTE. According to Stahl, it’s pure coincidence that the names of the two projects fit together so nicely (a Sachertorte is a type of cake). “The names were coined completely independently of each other, and it took us a while to realize how well they fit together,” says Stahl. The HerMES (“Herne Managing Emissions and Sustainability”) construction project will also be launched this year. In this project, Evonik will install a state-of-the-art incineration plant for production residues.
FROM COAL TO GREEN HYDROGEN
The history of the Evonik’s Herne location
1872
COAL MINING Shaft 2 of the Hannibal colliery is dug next to the site of today’s Evonik plant. The colliery is one of eleven in Herne to attract industrial companies from the mid-19th century on.
1928
GAS GENERATION Industries that use the coke gas are built around the collieries. The Hibernia nitrogen plant is built on the present site.
1935
GASOLINE FROM COAL Prior to World War II, Krupp takes over the plant and shifts to coal-based production of tar, gasoline, and kerosene.
1945
A RUINOUS ENDING After the site’s destruction by the Allies, production is initially at a standstill. For a brief period, the plant then produces raw materials for soap.
1952
FERTILIZER AND WAX In the postwar period, paraffins are produced first, followed by ammonia and ammonium sulfate.
1962
NEW PRODUCTS FROM ACETONE Isophorone based on acetone is produced in Herne for the first time. In subsequent years, more and more expansion stages are added for new downstream products such as isophorone diamine and isophorone diisocyanate.
1979
THE PATH TO EVONIK After several changes of name and ownership, the plant now belongs to Chemische Werke Hüls—later absorbed into Degussa, a direct predecessor of Evonik.
1992
EXPORT MODEL In Mobile, Alabama (USA), an integrated isophorone production network (I-chain) is built according to the Herne model.
2012
EXPANSION IN CHINA In Shanghai, China, Evonik Industries, which received this name in the previous year, builds an isophorone (I-chain) production network that is almost identical in design to the one in Herne. Production begins in 2014.
2023
HERNE GREEN DEAL Planned start of construction for an electrolysis plant to supply the location with hydrogen.